Heat Stable Organic Pigments for 300°C Plastics: Expert Guide
Heat Stable Organic Pigments for High-Temperature Plastics: 300°C+ Processing Guide
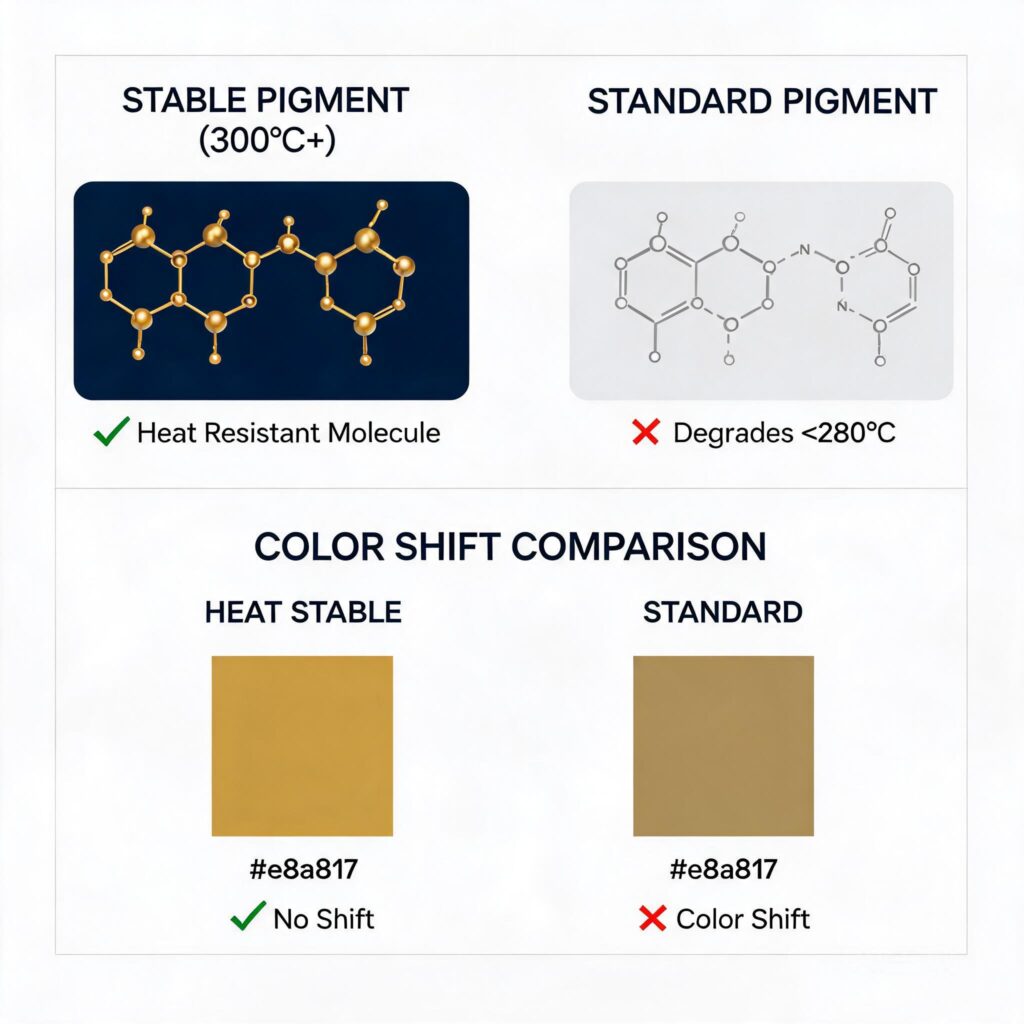
When processing engineering plastics at temperatures above 280°C, standard organic pigments often undergo thermal degradation—causing color shift, browning, or complete loss of chroma. To avoid scrap and ensure consistent color, you need heat stable organic pigments designed for high-temperature masterbatch and direct molding. This guide breaks down which pigment chemistries survive 300°C extrusion, how to assess true heat stability, and why TGA data alone can be misleading.
Why Pigments Fail When the Melt Gets Hot
A pigment that looks brilliant at 220°C can crumble at 280°C. The failure isn’t always a meltdown. You might see half a tone shift — barely visible on a lab plaque, but a disaster when 50,000 automotive connectors come out of the mold looking like a different part number. Other times the chromophore backbone cracks and the parts turn chalky brown, and the processing guy is just staring into a barrel of scrap. I’ve walked onto shop floors after a weekend shutdown where the hot-runner hold-up did exactly that.
The root cause is molecular. Organic pigments work through conjugated double-bond systems that absorb and reflect specific wavelengths. Heat feeds enough energy to break those bonds or rearrange the crystal lattice. Chromophores degrade, particle size distribution shifts, and colorimetric values drift. The pigment hasn’t faded — it’s become a different chemical. Anyone who’s ever tried to “fix” it by adding more masterbatch knows that doesn’t work. The damage is chemical, not dilution-sensitive.
This gap between standard pigments and truly heat-stable grades isn’t a gentle slope. A pigment rated for 260°C polyamide won’t survive a 300°C PEEK molding cycle just because you reduce the loading. Thermal energy input per unit mass doesn’t negotiate with concentration. It cares about molecular structure, crystal packing, and functional groups that either stabilize or destabilize the molecule when the heat cranks up. I recall a connector molder in Shenzhen running PA6T/6I at 310°C who proved this the expensive way: a generic phthalocyanine blue went greenish after a 15‑minute machine stoppage. The loading was low, the damage was real.
For masterbatch producers and injection molders working with engineering thermoplastics, the conversation narrows to three things you need to know: which organic pigments can handle sustained temperatures above 280°C in actual melt residence times, how those pigments behave after compounding and then molding — two heat histories, not one — and whether the supplier’s datasheet holds up on the production floor. Spoiler: often it doesn’t.
Defining True Heat Stability: Beyond TGA Data Sheets
Thermogravimetric analysis gives a tidy number — the temperature where a pigment loses 5% mass under nitrogen. It’s a decent first filter, but it describes decomposition in an inert atmosphere, not what’s happening inside a polycarbonate melt at 310°C with shear, oxygen, and reactive polymer degradation products in the mix. A pigment with a TGA inflection at 380°C can still slam ΔE past 2.5 after five minutes in a PA66 melt at 295°C if the chromophore reacts with amine end groups. A mid-sized compounder in Lombardy ran into exactly that: a pigment whose TGA promised survival but whose sulfonic acid surface treatment got chewed up by the nylon’s amine ends. Within 10 minutes of hold‑up the ΔE hit 3.2. TGA never warned them.
The metric that matters is dynamic thermal stability in the target polymer matrix. You measure it by compounding the pigment into the specific resin, holding the melt at processing temperature for defined dwell times — typically 5, 10, and 20 minutes — then molding color chips and comparing ΔE against a reference sample processed at the lowest feasible temperature. A pigment that holds ΔE ≤ 2.0 after 20 minutes at 300°C in polyamide is commercially usable. Below ΔE 1.0 after 10 minutes qualifies as premium heat performance.
Lightfastness enters the equation when the part lives outdoors. Engineering plastics like PBT and polyamide 6 see heavy use in under‑hood automotive, electrical housings, and structural components exposed to UV. A pigment can nail the 300°C processing window and still fall apart after 18 months of sunlight because the high‑temperature cycle created meta‑stable crystal phases that photodegrade faster than the original polymorph. That’s why heat stability numbers must be read in parallel with accelerated weathering data — xenon arc per ISO 105‑B02, reported on the Blue Wool Scale. For outdoor engineering applications, BWS 7–8 is the practical floor. Top‑tier organic pigments hit BWS 8 without help; others need UV stabilizer packages just to reach BWS 7.
Organic Pigment Chemistries Surviving 280–320°C Processing
Only a few organic pigment classes keep their chromatic integrity through the thermal demands of high‑performance thermoplastics. The structural requirement is simple: the molecule needs high bond dissociation energies throughout the chromophore, as few vulnerable functional groups as possible, and a crystal lattice dense enough to resist Ostwald ripening when the polymer is at full melt temperature.
Phthalocyanine Blues and Greens (PB 15:3, PG 7)
Copper phthalocyanine (PB 15:3, CAS 147-14-8) remains the heavy lifter. The macrocycle is inherently heat‑stable, with TGA decomposition onset above 500°C under nitrogen. In a polymer melt, practical stability extends to 320°C in many engineering plastics, often delivering ΔE below 1.0 after 20 minutes of dwell. The same holds for halogenated copper phthalocyanine green (PG 7), though it can be slightly more sensitive to amine attack in certain polyamide grades. These pigments are the benchmark for 300°C extrusion pigment applications, from automotive under-hood connectors to high-temperature electrical housings.
The key is not just the pigment chemistry but the particle engineering. A tightly controlled particle size distribution and a crystal phase that resists ripening during the double heat history of compounding and injection molding make the difference between a stable color match and a field failure. When you select a heat stable organic pigment for engineering plastics, demand dynamic heat stability data in your specific polymer, not just a TGA curve and a generic “300°C” claim.
Frequently Asked Questions
What are heat stable organic pigments?
Heat stable organic pigments are colorants designed to retain their shade, strength, and chemical integrity during high-temperature processing of engineering thermoplastics. They resist thermal degradation, crystal restructuring, and reaction with polymer degradation products at sustained melt temperatures above 280°C.
How is the heat stability of a pigment tested correctly?
The reliable method is dynamic thermal stability testing in the target polymer. The pigment is compounded into the resin, the melt is held at processing temperature for fixed times (5, 10, 20 min), and then color chips are molded. ΔE is measured against a reference processed at minimal temperature. A pigment that holds ΔE ≤ 2.0 after 20 min at 300°C is commercially robust.
Why do organic pigments thermally degrade even below their TGA onset?
TGA measures mass loss in inert gas, ignoring chemical reactions with polymer end groups, shear, and oxygen. In a real melt, the pigment may undergo surface reactions, crystal phase changes, or chromophore attack that cause severe color shift without significant weight loss. This is why many pigments fail processing despite high TGA numbers.
Which organic pigment chemistries survive 300°C extrusion?
Copper phthalocyanine blue (PB 15:3) and phthalocyanine green (PG 7) are the workhorses. Their macrocyclic structure provides intrinsic heat resistance, with practical stability reaching 320°C in many engineering polymers. Other high-performance classes exist, but phthalocyanines remain the most broadly validated.
Can I rely on the pigment datasheet for high-temperature applications?
Datasheets often provide only TGA and generic recommendations. Real heat stability is polymer-specific and depends on dwell time, shear, and additives. Always request dynamic heat stability data in your exact resin, and run your own trial, especially when molding parts with long hot-runner residence times or regrind usage.
Need Industrial-Grade Pigments?
Talk to our technical team. TDS, SDS, and batch COA provided with every inquiry.
Request Technical ConsultationReady to Source Industrial Pigments?
Get technical data sheets, samples, and pricing for your specific application.
Get Technical Quote Browse Products